












Wie man die Beschichtungsgewichte und Tintenabsorptionsspezifikationen von DTF-Filmen vergleicht
Die Leistung einesDTF-FilmDie Eigenschaften werden nicht allein durch die PET-Basis bestimmt, sondern durch zwei darüberliegende Beschichtungsschichten: die Trennschicht, die steuert, wie und wann sich die Folie vom Transfermaterial löst, und die Farbaufnahmeschicht, die die Farbaufnahme, -speicherung und letztendliche Farbwiedergabe regelt. Beide Schichten weisen einen optimalen Gewichtsbereich auf. Abweichungen in die eine oder andere Richtung beeinträchtigen die Druckqualität, das Ablöseverhalten oder die Farbsättigung auf spezifische und vorhersehbare Weise.
Warum die Beschichtungsmasse die Spezifikation ist, nach der die meisten Käufer nie fragen
Bei der Bewertung von DTF-Folien fragen Käufer am häufigsten nach der Dicke der Basisfolie, dem Ablösetyp (heiß oder kalt) und der allgemeinen Kompatibilität mit Druckermodellen. Das Beschichtungsgewicht – die Angabe in Gramm pro Quadratmeter, die definiert, wie viel Trenn- und Absorptionsmaterial auf die PET-Basis aufgebracht wurde – wird von Lieferanten fast nie freiwillig offengelegt und von Käufern fast nie angefordert.
Dies ist ein schwerwiegendes Versäumnis. Die Beschichtungsstärke ist der Hauptfaktor für zwei der sichtbarsten und wirtschaftlich wichtigsten Qualitätsmerkmale von DTF-Drucken: das Ablöseverhalten (lässt sich die Folie sauber ablösen, ohne den Transfer zu beeinträchtigen?) und die Farbsättigung (erzeugt die Tinte die vom Design vorgesehene Tiefe und Leuchtkraft?). Liegt eine der Beschichtungsschichten außerhalb ihres optimalen Bereichs, treten Fehler auf, die schwer zu diagnostizieren und in der Produktion kostspielig zu beheben sind.
Welches Beschichtungsgewicht (g/m²) misst es tatsächlich?
Das Beschichtungsgewicht, angegeben in Gramm pro Quadratmeter (g/m²), ist die Masse des aufgetragenen Beschichtungsmaterials pro Flächeneinheit des Basisfilms. Es ist ein direkter Indikator für die Beschichtungsdicke: Ein höheres Beschichtungsgewicht bedeutet, dass mehr Material aufgetragen wurde, was typischerweise zu einer dickeren Schicht führt – wobei das Verhältnis auch von der Dichte der Beschichtungsformulierung abhängt.
Gewicht der Trennschichtbeschichtung: Das Abziehleistungs-Drehrad
Die Trennschicht auf einer DTF-Folie erfüllt eine präzise und zunächst kontraintuitive Funktion: Sie muss die Farbschicht während des Druckens, des Pulverauftrags und der Aushärtung sicher auf der Folie halten und sie dann beim Heißpressen durch Hitze und Druck vollständig und sauber ablösen. Das Gewicht dieser Schicht bestimmt, wie viel Kraft für diesen Übergang erforderlich ist und ob diese Kraft im Bereich liegt, der saubere und ungestörte Transfers ermöglicht.
Das Vibrationsproblem: Warum zu viel Trennmittel zum Abfallen der Muster führt
Dieser Fehlermechanismus zählt zu den wirtschaftlich schädlichsten und am wenigsten verstandenen in der DTF-Produktion. Wird eine Trennschicht zu dick aufgetragen oder formuliert, ist die Haftung zwischen der ausgehärteten Farbschicht und der Folienoberfläche so gering, dass selbst normale Vibrationen beim Umgang mit bedruckten Folien – beispielsweise beim Aufnehmen eines Stapels bedruckter Folien, beim Einlegen in eine Transferpresse oder beim Transport – dazu führen können, dass sich das Muster teilweise oder vollständig von der Folie löst, bevor es auf das Kleidungsstück übertragen wurde.
Das Ergebnis ist nicht immer eine völlig leere Stelle, an der das Muster abgelöst wurde. Häufiger zeigt es sich als bestimmte Bereiche innerhalb des Designs, in denen die Haftung zuerst am geringsten war – typischerweise feine Details, einzelne Punktelemente und dünne Linien –, die bereits beschädigt in die Transferpresse gelangen und so einen unvollständigen, beschädigten Transfer erzeugen, der nicht mehr zu retten ist.
Gewicht der Tintenabsorptionsschicht: Hier wird die Farbtiefe bestimmt
Die Tintenabsorptionsschicht ist die Oberfläche, mit der die DTF-Tinte während des Druckvorgangs in Kontakt kommt und sich verbindet. Ihr Beschichtungsgewicht bestimmt drei voneinander abhängige Eigenschaften: die Geschwindigkeit der Tintenaufnahme, die Eindringtiefe und die Punktzunahme, die die Kantenschärfe feiner Details bestimmt. Alle drei beeinflussen direkt die Farbsättigung, die Detailauflösung und die Tintennutzungseffizienz des fertigen Drucks.
Der Farbtiefenmechanismus: Warum starke Absorptionsschichten blasse Drucke erzeugen
Die Farbe, die wir in einem Druckbereich wahrnehmen, entsteht hauptsächlich durch Pigmentpartikel, die sich an oder nahe der Oberfläche der Absorptionsschicht befinden – also im Strahlengang des reflektierten Lichts. Liegt die Beschichtungsstärke der Absorptionsschicht im optimalen Bereich, werden die Tintentropfen bis zu einer kontrollierten Tiefe absorbiert, sodass der Großteil der Pigmentpartikel nahe der Oberfläche verbleibt. Dies führt zu voller Farbtiefe und -sättigung.
Bei zu hoher Beschichtungsmenge wirkt die Absorptionsschicht wie ein tiefer Schwamm: Die Tinte dringt schnell durch die gesamte Schicht ein und verteilt die Pigmentpartikel gleichmäßig, anstatt sie an der Oberfläche zu konzentrieren. Das Ergebnis ist ein Druck, der im Vergleich zur Druckvorlage blass, flach oder verwaschen wirkt – ein Wahrnehmungseffekt, der nicht durch eine falsche Tintenzusammensetzung oder falsche Druckereinstellungen, sondern durch physikalische Gesetze verursacht wird: In der reflektierenden Oberflächenzone steht weniger Pigment pro Volumeneinheit zur Verfügung.
Wie man das Beschichtungsgewicht ohne Labor ermittelt
Während eine präzise Messung des Beschichtungsgewichts eine gravimetrische Laboranalyse erfordert, können Käufer die praktischen Auswirkungen des Beschichtungsgewichts mithilfe standardisierter Drucktests bewerten, die keine Spezialausrüstung benötigen. Das folgende Protokoll dient dazu, beschichtungsgewichtsbedingte Fehler systematisch anhand einer einzigen Testdruckdatei an sechs Bewertungspunkten aufzudecken.
T1
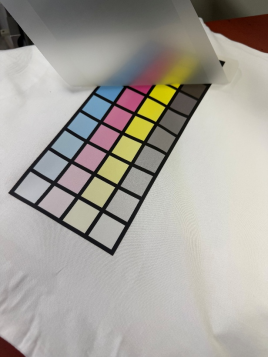
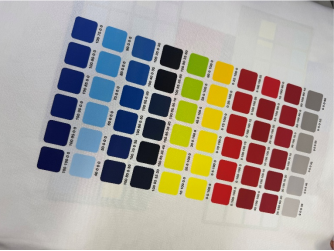
Sättigungstest für Feststofffüllung
Drucken Sie für jeden Kanal (Cyan, Magenta, Gelb, Schwarz und die Mischung aus Rot, Grün und Blau) eine Reihe von vollflächigen Farbfeldern mit 100 % Dichte. Vergleichen Sie die gedruckten Felder mit kalibrierten Referenzmustern. Ein blasses oder verwaschenes Erscheinungsbild der vollflächigen Felder deutet auf eine zu starke Absorptionsschicht hin. Messen Sie ΔE gegebenenfalls mit einem Spektralphotometer.
T2
Feine Linien- und Mikrotextauflösung
Drucken Sie eine Testdatei mit schwarzen Linien in Breiten von 0,25 pt bis 2 pt und Text in Größen von 4 pt bis 10 pt. Untersuchen Sie die Datei unter Vergrößerung (mindestens 10-fache Vergrößerung). Ausgefranste oder verschwommene Kanten deuten auf eine zu geringe Absorptionsschicht hin. Eine korrekt gewichtete Schicht erzeugt saubere, scharfe Kanten bis hin zu den kleinsten Elementen im Test.
T3
Glätte des Gradientenübergangs
Drucken Sie für jeden Primärkanal einen Volltonverlauf von 0 % bis 100 %. Eine zu stark absorbierende Schicht führt zu einem Verlust der Differenzierung in den hellen Bereichen (0–20 %), wo die Tintenmenge am geringsten ist und eine starke Absorption die feinen Pigmentunterschiede zwischen den Verlaufsstufen eliminiert. Eine zu schwach absorbierende Schicht zeigt Streifenbildung durch seitliches Auslaufen der Punkte an den Übergängen der Mitteltöne.
T4
Prüfung der Schälkraft und Musterintegrität
Nach dem Aushärten wird eine Charge bedruckter Folien mit den üblichen Produktionsbewegungen gehandhabt – Aufnehmen, Stapeln, Transportsimulation. Ein Ablösen des Musters während dieser Handhabung deutet auf eine zu dicke Trennschicht hin. Nach dem Heißpressen wird mit demselben Folientyp sowohl ein Heißabzieh- als auch ein Kaltabziehversuch durchgeführt, um zu beurteilen, ob die Abziehkraft für die verwendeten Pressparameter geeignet ist.
T5
Haftung isolierter Punkte und feiner Elemente
Drucken Sie eine Testdatei mit einzelnen Punkten unterschiedlicher Größe (0,3 mm–2 mm Durchmesser) und feinen Rastermustern. Prüfen Sie nach dem Aushärten und der Handhabung, ob kleine, isolierte Elemente auf der Folie haften bleiben. Ein Abfallen einzelner Punkte vor dem Pressvorgang – während die vollflächigen Bereiche intakt bleiben – deutet auf eine zu dicke Trennschicht hin, die insbesondere Elemente mit geringer Haftfläche beeinträchtigt.
T6
Chargenübergreifender Konsistenztest
Führen Sie denselben Testdruck auf Film mit mindestens drei verschiedenen Produktionschargen desselben Lieferanten durch. Sichtbare Abweichungen in Farbsättigung, Ablöseverhalten oder Detailauflösung zwischen den Chargen – bei identischen Drucker- und Druckeinstellungen – deuten auf Schwankungen im Beschichtungsgewicht im Produktionsprozess des Lieferanten hin. Konsistente Ergebnisse über alle Chargen hinweg sind der wichtigste Qualitätsindikator.
Beschichtungsgewicht kalibriert für jedes von uns unterstützte Drucker-Tintensystem.
Die Spezifikation für das Beschichtungsgewicht ist in unserem Folienherstellungsprozess kein fester Zielwert, sondern wird speziell auf die jeweilige Tintenchemie und das Druckermodell abgestimmt. Jede Folie, die wir für die Produktion freigeben, wurde hinsichtlich beider Beschichtungsschichten im Zielgewichtsbereich validiert, und jede Produktionscharge wird vor dem Versand auf Chargenkonsistenz geprüft.




Neuigkeiten & Veranstaltungen
Mehr erfahren-
 Blog
Pressemitteilung 26. Juni 2026
Blog
Pressemitteilung 26. Juni 2026DTF-Filmwaschbeständigkeitstest: Wie viele Waschgänge übersteht ein Transfer?
Branchenübliche DTF-Transferfolien sind in der Regel für etwa 30 Waschzyklen ausgelegt, bevor sichtbare Risse, Ausbleichen oder Ablösen an den Rändern auftreten. Unsere wasserbasierte, umweltfreundliche DTF-Folie verlängert diese Zahl auf über 50 Waschzyklen unter denselben strengen Testbedingungen – ohne Kompromisse bei der Umweltverträglichkeit. Dieser Artikel erklärt genau, wie diese Zahl gemessen wird, was zum Versagen eines Transfers führt und wie unsere Rezeptur die Lücke zwischen Haltbarkeit und Nachhaltigkeit schließt. -
 Blog
Pressemitteilung 26. Juni 2026
Blog
Pressemitteilung 26. Juni 2026Worin bestehen die Unterschiede zwischen verschiedenen DTF-Druckern und -Filmen?
Meistern Sie die Kompatibilität von DTF-Druckern und -Filmen. Erfahren Sie, wie sich Tintenchemie, ICC-Profile, Beschichtungen und Aushärtung auf Ihre Druckqualität und Waschbeständigkeit auswirken. -
 Blog
Pressemitteilung 26. Juni 2026
Blog
Pressemitteilung 26. Juni 2026Kann ich schwarzes DTF-Pulver auf verschiedenen Stoffarten verwenden?
Ja. Schwarzes DTF-Pulver ist nicht nur eine Farbvariante – es handelt sich um eine grundlegend andere Klebstoffart, die sich direkt auf das Ergebnis des Transfers auf dunklen und hellen Stoffen auswirkt. Zu wissen, welches Pulver für welches Kleidungsstück geeignet ist, gehört zu den am meisten unterschätzten Entscheidungen bei der DTF-Produktion.

Kontakt
Tel.: 86 17706217416
Hinzufügen: Gebäude L2A, Nr. 520, Lane 1588, Zhuguang Road, Hongqiao World Center, Qingpu District, Shanghai, China
folgen Sie uns:


