












Was verursacht das Verschmieren von DTF-Tinte und wie lässt es sich verhindern?
Tintenverschmieren beim DTF-Druck ist kein Problem mit nur einer Ursache. Es ist das sichtbare Ergebnis eines oder mehrerer Fehler in fünf voneinander abhängigen Bereichen: Filmbeschichtungsqualität, Tintenrezeptur, Druckparameter, Umgebungsfeuchtigkeit und Kompatibilität der Verbrauchsmaterialien. Eine Lösung, die nur einen Faktor berücksichtigt und die anderen ignoriert, beseitigt das Problem selten – denn selbst eine verbleibende Fehlausrichtung reicht aus, um unter Produktionsbedingungen erneut Verschmieren zu verursachen.
Schmierigkeit ist ein Symptom. Dies sind die Diagnosen.
Wenn sich Tinte seitlich über die vorgesehene Punktgrenze hinaus ausbreitet – wodurch Kanten verschwimmen, benachbarte Farben ineinanderfließen, feine Details umrandet werden oder sichtbare Wasserflecken am Rand der Druckflächen entstehen –, wird das Ergebnis unterschiedlich als Verschmieren, Auslaufen, Ausfransen oder Tintenverlauf beschrieben. All diese Begriffe beschreiben denselben zugrunde liegenden Fehler: Tinte, die nicht von der Farbaufnahmeschicht des Films aufgenommen wurde und sich nicht an der richtigen Stelle befand.
Der diagnostische Wert dieser Definition ist wichtig: Verschmieren bedeutet stets, dass die Absorptionsschicht des Films die Tintenverteilung nicht mehr ausreichend kontrolliert – die Ursache hierfür kann jedoch in jeder der fünf oben genannten Variablen liegen. Dieser Artikel untersucht jede einzelne systematisch, erläutert ihren spezifischen Beitrag zum Verschmiermechanismus und zeigt die Korrekturmöglichkeiten auf jeder Ebene auf.
Filmbeschichtungsqualität: Der primäre Faktor für die Genauigkeit der Tintenplatzierung
Die Tintenabsorptionsbeschichtung einer DTF-Folie ist die erste – und wichtigste – Verteidigungslinie gegen Verschmieren. Ihre Funktion besteht darin, jeden Tintentropfen aufzunehmen, ihn bis zu einer bestimmten Tiefe zu absorbieren und ihn so zu fixieren, dass scharfe Punktgrenzen erhalten bleiben. Ist diese Beschichtung ungleichmäßig dick, in ihrer Zusammensetzung uneinheitlich oder nicht auf die Viskosität der Tinte abgestimmt, variiert die Absorptionsrate über die Folienoberfläche – und Tinte, die in Bereichen mit geringerer Absorption aufgetragen wird, verläuft seitlich, bevor sie fixiert werden kann.
Ungleichmäßige Beschichtung ist die häufigste und am meisten unterschätzte Ursache für Verschmierungen bei der DTF-Produktion. Sie ist besonders tückisch, da sie zu sporadischen Fehlern führt – Verschmierungen treten in bestimmten Bereichen eines Drucks auf, in anderen jedoch nicht, oder bei bestimmten Filmchargen, nicht aber bei der vorhergehenden Rolle. Aufgrund dieser Variabilität wird die Beschichtung von Käufern typischerweise erst als Letztes geprüft, obwohl sie oft der erste Faktor sein sollte.
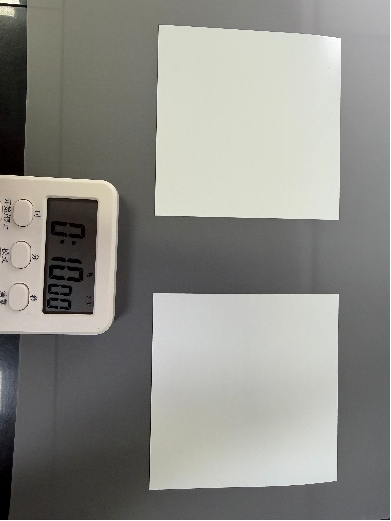
Der 100%-Tintenbelastungstest: Sofortiger Vergleich vs. 10-Minuten-Vergleich
Der ultimative Test für die Qualität von Folienbeschichtungen unter realen Produktionsbedingungen besteht darin, mit maximaler Farbsättigung zu drucken – 100 % Farbauftrag in allen Kanälen gleichzeitig – und das Ergebnis unmittelbar nach dem Drucken mit demselben Druck nach 10 Minuten Ruhezeit bei Raumtemperatur zu vergleichen. Dieser Test ist anspruchsvoller als jeder typische Produktionsauftrag, da bei 100 % Farbauftrag die maximal mögliche Farbmenge pro Flächeneinheit aufgetragen wird. Dies stellt die Absorptionsfähigkeit und Haftfestigkeit der Beschichtung über die Anforderungen der meisten Designs hinaus auf die Probe.
Bei einem korrekt formulierten Film mit gleichmäßiger Beschichtung sollte das Ergebnis nach 0 und 10 Minuten optisch identisch sein: scharfe Kanten, kein seitliches Verlaufen, keine Wasserflecken an den Druckrändern und gleichmäßige Farbsättigung über alle Bereiche. Jegliches Verschmieren, Aufweichen der Kanten oder die Bildung von Wasserflecken, die innerhalb von 10 Minuten auftreten, deuten darauf hin, dass die Beschichtung die aufgetragene Tintenmenge nicht halten konnte – ein Fehler in der Filmbeschichtung, kein Problem des Druckers oder der Parameter.

Tintenformulierung: Viskosität, Oberflächenspannung und Absorptionsrate
DTF-Tinte ist eine Präzisionsformulierung, bei der Pigmentpartikelgröße, Viskosität der Trägerflüssigkeit, Tensidkonzentration und Feuchthaltemittelgehalt das Verhalten der Tinte auf der Filmoberfläche bestimmen. Liegt einer dieser Parameter außerhalb des für die Filmbeschichtung kalibrierten Bereichs, verändert sich die Absorptionsdynamik der Tinte im Film, was zu Verschmierungen führt.
Viskosität zu niedrig
Niedrigviskose Tinte fließt leichter über die Filmoberfläche, bevor sie vom Material absorbiert wird, und breitet sich über die beabsichtigte Punktbegrenzung hinaus aus. Dies führt zu weichen Kanten und verschwommenen feinen Details.
Fehlanpassung der Oberflächenspannung
Die Oberflächenspannung zwischen Tinte und Filmbeschichtung bestimmt die anfängliche Ausbreitung des Tropfens beim Auftreffen. Eine zu geringe Spannungsdifferenz ermöglicht eine unkontrollierte seitliche Ausbreitung, bevor die Absorption den Tropfen fixiert.
Überschuss an Feuchthaltemitteln
Feuchthaltemittel halten die Tinte nach dem Auftragen länger flüssig – vorteilhaft für den Druckkopf, aber kontraproduktiv für die Filmabsorption. Ein Überschuss an Feuchthaltemittel verzögert den Absorptionsbeginn und verlängert so das Zeitfenster für die seitliche Ausbreitung.
Kalibriert für Filmbeschichtung
Viskosität, Oberflächenspannung und Feuchthaltemittelgehalt sind auf die spezifische Absorptionskinetik der zugehörigen Filmbeschichtung abgestimmt – die Tinte erreicht die Oberfläche und wird absorbiert, bevor sie sich seitlich ausbreiten kann.
Druckparameter: Tintenmenge, Anzahl der Druckdurchgänge und Trocknungszeit
Selbst bei korrekt abgestimmter Folie und Tinte können falsche Druckparameter die Absorptionsfähigkeit der Beschichtung überlasten und zu Verschmierungen führen. Die drei wichtigsten Parameter sind Tintenmenge pro Durchgang, Gesamtzahl der Durchgänge und Trocknungsintervall zwischen den Durchgängen.
Tintenvolumen pro Durchgang
Überschreitet die Absorptionskapazität der Beschichtung pro Durchgang – überschüssige Tinte bleibt an der Oberfläche und verläuft
Druckgeschwindigkeit
Unzureichende Zwischentrocknung bei hoher Geschwindigkeit – jeder Durchgang lagert sich auf teilweise benetzter Oberfläche ab
Medienprofil-Einstellungen
Die Verwendung eines für einen anderen Film erstellten Profils führt zu falschen Annahmen zur Absorptionskinetik.
Bei der ersten Evaluierung einer Drucker-Folie-Tinten-Kombination sollte vor Produktionsbeginn eine Tintensättigungsprofilierung durchgeführt werden. Beginnen Sie mit dem vom Folienhersteller empfohlenen Medienprofil und reduzieren Sie die Gesamttintenmenge in 5%-Schritten, bis kein Verschmieren mehr auftritt. Erhöhen Sie die Menge anschließend um 2% als Sicherheitsmarge. Dies definiert die maximale Betriebsgrenze für diese spezifische Kombination unter den aktuellen Umgebungsbedingungen.
Luftfeuchtigkeit: Die Umweltvariable, die sich ohne Vorwarnung ändert
Die Luftfeuchtigkeit beeinflusst das Verschmieren durch zwei gleichzeitig wirkende, gegenläufige Mechanismen: Sie verlangsamt das Trocknen der Tinte (wodurch sich der seitliche Ausbreitungsbereich vergrößert) und verändert die Absorptionsrate der Filmbeschichtung (die je nach Zusammensetzung unterschiedlich stark hygroskopisch ist). Aufgrund dieser kombinierten Wirkung kann eine Drucker-Film-Tinten-Kombination, die so kalibriert ist, dass sie bei 50 % relativer Luftfeuchtigkeit kein Verschmieren verursacht, bei identischen Einstellungen bei 75 % relativer Luftfeuchtigkeit sichtbares Verschmieren hervorrufen.
Diese Feuchtigkeitsempfindlichkeit ist besonders problematisch in Betrieben ohne Klimaanlage – Fabriken, in denen saisonale Schwankungen der Außenluftfeuchtigkeit direkt zu veränderten Produktionsbedingungen führen. Eine Folie, die im Winter einwandfrei funktioniert, kann im Sommer zu Schlierenbildung führen, nicht weil sich die Ausrüstung oder die Materialien verändert haben, sondern weil die Umgebungsfeuchtigkeit um 20–30 Prozentpunkte gestiegen ist.
Kompatibilität der Verbrauchsmaterialien: Wenn das System nicht für die Zusammenarbeit konzipiert wurde
Die letzte und oft am schwierigsten zu diagnostizierende Ursache ist systemische Inkompatibilität – die Verwendung von Film, Tinte und Druckerhardware, die nicht für die Zusammenarbeit konzipiert und kalibriert wurden. Jeder Hersteller optimiert sein Produkt für die von ihm kontrollierten Variablen: Ein Filmhersteller kalibriert seine Absorptionsbeschichtung für einen bestimmten Viskositätsbereich der Tinte; ein Tintenhersteller formuliert die Tinte für spezifische Druckkopfeigenschaften; ein Druckerhersteller bietet Medienprofile für bestimmte Filmtypen an.
Werden Verbrauchsmaterialien verschiedener Hersteller kombiniert, arbeitet jede Komponente unter Bedingungen, für die sie nicht ausgelegt ist. Das Ergebnis ist nicht immer ein katastrophaler Ausfall – häufiger handelt es sich um eine anhaltende, moderate Beeinträchtigung, die sich durch Parameteranpassungen nicht beheben lässt, da der Parameterraum durch die Inkompatibilität selbst begrenzt ist.
Unser Filmstandard
Kein Ausbluten bei 100 % Tintenbeladung. Keine Wasserflecken. Bewährt.
Unsere DTF-Folie durchläuft im Rahmen des Chargenfreigabeprotokolls einen obligatorischen 100%igen Farbauftragstest. Dabei wird mit maximaler Farbsättigung gedruckt und das Ergebnis unmittelbar nach dem Drucken sowie nach 10 Minuten verglichen. Keine Charge erreicht einen Kunden, bevor sie nicht beide Vergleiche mit identischen Ergebnissen bestanden hat: kein seitliches Auslaufen, keine Wasserflecken und gestochen scharfe Kanten bei allen Farbdichten. Dies ist keine bloße Spezifikationsangabe, sondern ein Testergebnis, das wir Ihnen gerne vorlegen.




Neuigkeiten & Veranstaltungen
Mehr erfahren-
 Blog
Pressemitteilung 10. Juli 2026
Blog
Pressemitteilung 10. Juli 2026Antistatikbehandlung von DTF-Filmen: Warum sie für die Rollenproduktion wichtig ist
Unbehandelte PET-Folie lädt sich während der Rolle-zu-Rolle-Produktion statisch auf, insbesondere bei schwankender Luftfeuchtigkeit. Die Folgen sind nicht nur kosmetischer Natur: Pulveranhaftung, Anziehung von Staubpartikeln aus der Luft, Verschmutzung der Druckkopfdüsen und letztendlich dauerhafte Beschädigung des Druckkopfs bilden eine vorhersehbare Fehlerkette, die durch eine gezielte antistatische Behandlung unterbrochen werden soll. Unsere DTF-Folie durchläuft eine vollständige antistatische Oberflächenbehandlung, die unter allen Produktionsbedingungen eine vollständige Pulveranhaftung verhindert. -
 Blog
Pressemitteilung 10. Juli 2026
Blog
Pressemitteilung 10. Juli 2026Wie man die Rollenspannung von BOPP-Folie und Wickelfehler bei der Weiterverarbeitung behebt
Die Einhaltung der korrekten Spannung während der Verarbeitung ist einer der wichtigsten Faktoren für die Herstellung hochwertiger Verpackungsmaterialien. Jede BOPP-Folienrolle muss mit gleichmäßiger Spannung aufgewickelt werden, um reibungslose Druck-, Laminier-, Schneide- und Beutelherstellungsprozesse zu gewährleisten. Eine falsche Spannung kann zu Faltenbildung, Einrollen, lockerer Wicklung und Bahnrissen führen und somit kostspielige Produktionsausfälle verursachen. -
 Blog
Pressemitteilung 10. Juli 2026
Blog
Pressemitteilung 10. Juli 2026Metallisierte BOPP-Folie: Anwendungen, Vakuumbeschichtungsverfahren und Barriereeigenschaften
Metallisierte BOPP-Folie ist ein Hochleistungsverpackungsmaterial, das durch Aufbringen einer dünnen Aluminiumschicht auf die Oberfläche von BOPP-Folie mittels Vakuummetallisierung hergestellt wird. Diese Kombination aus Polypropylenfolie und Metallbeschichtung ergibt ein Material mit exzellentem Erscheinungsbild, verbesserten Barriereeigenschaften und überlegener Verpackungsleistung.

Kontakt
Tel.: 86 17706217416
Hinzufügen: Gebäude L2A, Nr. 520, Lane 1588, Zhuguang Road, Hongqiao World Center, Qingpu District, Shanghai, China
folgen Sie uns:


