












Warum haftet mein DTF-Transfer nicht? 7 Ursachen und Lösungen
Ein DTF-Transfer, der nicht haftet – oder der direkt nach dem Pressen zwar korrekt aussieht, sich aber nach wenigen Wäschen ablöst, reißt oder abblättert – ist eines der frustrierendsten und kostspieligsten Produktionsprobleme beim DTF-Druck. Die Ursache ist fast nie allein anhand des Oberflächenergebnisses erkennbar. Haftungsprobleme können durch die Aushärtungsphase, die Einstellungen der Transferpresse, das Gewebe selbst, die Folienqualität, den Zustand des Pulvers, den Zeitpunkt des Abziehens oder das Fehlen eines zweiten Pressvorgangs bedingt sein. Dieser Leitfaden behandelt alle sieben Faktoren systematisch.
Ungehärtetes Pulver
Einstellungen der Heizpresse
Stoffprobleme
Filmqualität
Pulverzersetzung
Schälzeit
Kein zweiter Druck
Haftungsversagen ist ein Systemproblem, kein Problem einer einzelnen Variablen.
JederDTF-ÜbertragungWenn ein Produkt nicht richtig haftet, liegt das daran, dass mindestens ein Glied in der Haftungskette gestört ist. Diese Kette verläuft vom Aushärtungstunnel – wo das Schmelzpulver vollständig verschmelzen muss – über die Transferpresse – wo es vollständig auf das Gewebe übertragen werden muss – bis hin zum Abziehvorgang und darüber hinaus. Die sieben unten aufgeführten Ursachen sind nach Häufigkeit geordnet: Unzureichende Aushärtung ist die häufigste, unzureichendes zweites Pressen wird am häufigsten übersehen. Die schnellste Methode, das Problem zu finden und zu beheben, ist, die Ursachen der Reihe nach abzuarbeiten.
1. Unzureichend ausgehärtetes Schmelzklebstoffpulver
Heißschmelzpulver muss im Aushärtungstunnel seine vollständige Schmelztemperatur erreichen, bevor die Folie in die Transferpresse gelangt. Ist das Pulver nicht vollständig verschmolzen – sei es aufgrund einer zu niedrigen Aushärtungstemperatur, einer zu kurzen Verweilzeit oder einer ungleichmäßigen Tunneltemperatur –, ist die Klebeschicht beim Eintritt in die Transferpresse teils flüssig, teils fest. Unter dem Pressdruck lassen sich nur die vollständig verschmolzenen Bereiche sauber auf den Stoff übertragen. Teilweise verschmolzene Bereiche werden unvollständig übertragen, wodurch Klebstoffreste auf der Folie zurückbleiben und ein fleckiges, schlecht haftendes Ergebnis entsteht, das sich bereits nach wenigen Wäschen löst.

2. Falsche Temperatur, Zeit oder falscher Druck der Heizpresse
Die Transferpresse muss drei Variablen gleichzeitig innerhalb eines engen Zeitfensters erfüllen: ausreichende Temperatur, um die ausgehärtete Klebstoffschicht wieder aufzuschmelzen und mit den Textilfasern zu verbinden, ausreichende Verweilzeit für den vollständigen Schmelz- und Verbindungsprozess sowie ausreichender Druck, um einen vollflächigen Kontakt zwischen Klebstoff und Textil über die gesamte Designfläche zu gewährleisten. Ein Mangel an einer dieser drei Variablen – selbst wenn die anderen beiden korrekt sind – führt zu Haftungsfehlern, deren Muster je nach der fehlerhaften Variable variiert.
Das Kleidungsstück vor dem Aufbringen des Transfers immer 3–5 Sekunden lang vorpressen. Stofffeuchtigkeit – selbst geringfügige Mengen durch die Lagerung – reduziert die effektive Hafttemperatur an der Stoffoberfläche und ist eine häufig übersehene Ursache für das Ablösen von Rändern bei ansonsten korrekt aufgepressten Transfers.

3. Stoffart und Oberflächenbeschaffenheit
DTF-Schmelzklebstoff verbindet sich beim Pressvorgang durch mechanische Verzahnung mit der Faserstruktur mit dem Gewebe. Gewebe, die dieser Verzahnung widerstehen – beispielsweise aufgrund von Oberflächenbeschichtungen, Faserdichte, synthetischem Anteil oder wasserabweisender Ausrüstung – weisen unabhängig von der korrekten Einstellung aller anderen Parameter eine erwartungsgemäß schwache Haftung auf.
4. Filmqualität und Beschichtungsungleichmäßigkeit
Die Trennschicht der Folie bestimmt, wie sauber und vollständig die Klebstoffschicht beim Pressen von der Folie auf den Stoff übertragen wird. Ist die Trennschicht zu dick, ist die Haftung zwischen dem ausgehärteten Klebstoff und der Folienoberfläche geringer als die Haftung zwischen dem Klebstoff und dem Stoff. Das klingt zwar wünschenswert, führt aber in der Praxis dazu, dass sich der Klebstoff von der Folie ablöst, bevor ein vollständiger Kontakt zum Stoff hergestellt ist. Dies verursacht Kantenablösungen und eine unvollständige Übertragung. Ist die Trennschicht zu dünn, löst sich der Klebstoff überhaupt nicht von der Folie.
5. Zersetztes oder feuchtigkeitsbelastetes Schmelzpulver
Heißschmelzpulver ist hygroskopisch – es zieht Feuchtigkeit aus der Umgebungsluft an. Dadurch entstehen zwei Probleme: Die Partikel quellen teilweise auf und verklumpen im Lagerbehälter (Verklumpung), und der Feuchtigkeitsgehalt verändert das Schmelzverhalten des Pulvers während des Aushärtens. Verklumptes Pulver lässt sich ungleichmäßig auf die Druckfarbe auftragen und erzeugt Bereiche mit hoher und niedriger Haftdichte. Feuchtigkeitsbeeinträchtigtes Pulver benötigt höhere Temperaturen zum vollständigen Verschmelzen und kann innerhalb des Betriebsbereichs des Aushärtungstunnels unter Umständen gar nicht vollständig verschmelzen. Das Ergebnis ist ein Transfer, der zwar vollständig erscheint, sich aber nach dem ersten Waschen wieder ablöst.
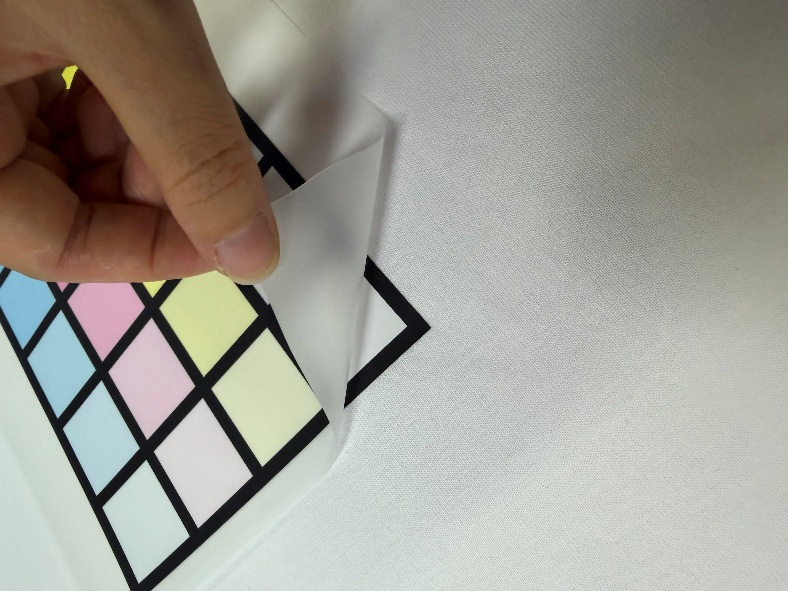
6. Falsche Schälzeit oder falsche Schältechnik
Der Zeitpunkt des Abziehens der Folie von der Transferunterlage – sowie Winkel und Geschwindigkeit des Abziehens – beeinflussen die korrekte Klebeverbindung. DTF-Folien werden entweder als Heiß- oder Kaltabziehfolien spezifiziert. Wird der falsche Abziehzeitpunkt für den jeweiligen Folientyp verwendet, wird der Klebevorgang in einem kritischen Moment unterbrochen. Zieht man zu früh ab (bevor der Klebstoff ausreichend mit dem Stoff verbunden ist), reißt die Klebeschicht. Zieht man zu langsam und im falschen Winkel ab, lösen sich Teile des Designs mit der Folie ab, anstatt auf dem Kleidungsstück zu bleiben.
7. Fehlende zweite Pressung / Nachpressversiegelung
Der zweite Pressvorgang – das erneute Aufbringen der Transferpresse nach dem Abziehen der Folie – ist der am häufigsten übersehene Schritt in der DTF-Produktion. Viele Anwender betrachten ihn als optional. Für Textilien, die regelmäßig gewaschen werden, ist er jedoch unerlässlich. Durch den zweiten Pressvorgang wird die Oberfläche der Klebeschicht wieder verflüssigt, wodurch die mechanische Verbindung mit den Textilfasern durch die Vergrößerung der Kontaktfläche verbessert und die Transferkanten versiegelt werden, die am anfälligsten für waschbedingte Ablösung sind. Wird dieser Schritt ausgelassen, reduziert sich die Waschbeständigkeit um 20–40 %, unabhängig davon, wie korrekt alle anderen Parameter eingestellt wurden.
Protokoll der zweiten Presse
Schritt 1:Den ersten Druckvorgang abschließen und die Schale abziehen.
Schritt 2:Legen Sie eine saubere Teflonfolie oder Pergamentpapier direkt auf das übertragene Motiv.
Schritt 3:Bei der gleichen Temperatur wie beim ersten Pressvorgang 8–12 Sekunden lang pressen.
Schritt 4:Anheben und vollständig abkühlen lassen. Das Teflon verhindert, dass die Klebefläche an der Heizplatte kleben bleibt, lässt aber gleichzeitig Wärme und Druck durch.
Unser Filmstandard
Ein Film, der Grund Nr. 4 vollständig von Ihrer Checkliste streicht
Die Ursachen 1, 2, 3, 5, 6 und 7 können Sie als Anwender beeinflussen. Ursache 4 – die Qualität der Folienbeschichtung – wird bereits vor Auslieferung der Folie festgelegt. Wir liefern Folien mit geprüften und dokumentierten Spezifikationen für das Trennmittelgewicht auf Chargenebene, mit gleichmäßiger Absorption der Beschichtung bei 100 % Farbauftrag und geprüfter Kompatibilität mit unserem Farbsystem. Die Folienqualität sollte daher kein Faktor bei der Fehlersuche sein.




Neuigkeiten & Veranstaltungen
Mehr erfahren-
 Blog
Pressemitteilung 17. Juli 2026
Blog
Pressemitteilung 17. Juli 2026Was verursacht das Verschmieren von DTF-Tinte und wie lässt es sich verhindern?
Tintenverschmieren beim DTF-Druck ist kein Problem mit nur einer Ursache. Es ist das sichtbare Ergebnis eines oder mehrerer Fehler in fünf voneinander abhängigen Bereichen: Qualität der Filmbeschichtung, Tintenrezeptur, Druckparameter, Luftfeuchtigkeit und Kompatibilität der Verbrauchsmaterialien. Eine Lösung, die nur einen Faktor berücksichtigt und die anderen ignoriert, beseitigt das Problem selten. -
 Blog
Pressemitteilung 17. Juli 2026
Blog
Pressemitteilung 17. Juli 2026Antistatikbehandlung von DTF-Filmen: Warum sie für die Rollenproduktion wichtig ist
Unbehandelte PET-Folie lädt sich während der Rolle-zu-Rolle-Produktion statisch auf, insbesondere bei schwankender Luftfeuchtigkeit. Die Folgen sind nicht nur kosmetischer Natur: Pulveranhaftung, Anziehung von Staubpartikeln aus der Luft, Verschmutzung der Druckkopfdüsen und letztendlich dauerhafte Beschädigung des Druckkopfs bilden eine vorhersehbare Fehlerkette, die durch eine gezielte Antistatikbehandlung unterbrochen werden soll. Unsere DTF-Folie durchläuft eine vollständige antistatische Oberflächenbehandlung, die unter allen Produktionsbedingungen eine vollständige Pulveranhaftung verhindert. -
 Blog
Pressemitteilung 17. Juli 2026
Blog
Pressemitteilung 17. Juli 2026DTF-Filmwaschbeständigkeitstest: Wie viele Waschgänge übersteht ein Transfer?
Branchenübliche DTF-Transferfolien sind in der Regel für etwa 30 Waschzyklen ausgelegt, bevor sichtbare Risse, Ausbleichen oder Ablösen an den Rändern auftreten. Unsere wasserbasierte, umweltfreundliche DTF-Folie verlängert diese Zahl auf über 50 Waschzyklen unter denselben strengen Testbedingungen – ohne Kompromisse bei der Umweltverträglichkeit. Dieser Artikel erklärt genau, wie diese Zahl gemessen wird, was zum Versagen eines Transfers führt und wie unsere Rezeptur die Lücke zwischen Haltbarkeit und Nachhaltigkeit schließt.

Kontakt
Tel.: 86 17706217416
Hinzufügen: Gebäude L2A, Nr. 520, Lane 1588, Zhuguang Road, Hongqiao World Center, Qingpu District, Shanghai, China
folgen Sie uns:


